O 型圈的选择
选择 O 型圈时,选择O 型圈材料和尺寸的正确组合非常重要。请使用产品信息页面了解材料、尺寸类型、性能和标准值等详细信息。在此,我们将发布与 O 型圈选择相关的补充材料,例如材料和尺寸框架(原材料种类和标准)、质量等级以及橡胶材料的物理性能和特性。
O 型圈外观标准(质量等级)
这是一份总结 O 型圈表面缺陷和公差极限的技术文件。是。我们将解释JIS标准规定的O型圈上的毛刺和流痕等缺陷的分类以及根据 O 型圈尺寸的缺陷允许限度等,并附有每个质量等级的插图。请将此作为 O 型圈选型、设计、检查(验收)等的参考。
O 型圈外观
关于未使用的 O 型圈的表面状况,缺陷被分类为“缩痕”、“毛刺” 、“过度精加工” 、“流痕”、“凹痕”和“滑移”。 JIS标准规定了每种尺寸的最大公差,根据精度分为三个等级(N级、S级和CS级)。对于一般工业用途,使用 N 级。
| 示意图 | 等级 | 记号 | 最大允许表面缺陷极限 单位:mm | |||||
|---|---|---|---|---|---|---|---|---|
| 0.8< ≤2.25 |
2.25< ≤3.15 |
3.15< ≤4.50 |
4.50< ≤6.30 |
6.30< ≤8.40 |
||||
凹陷 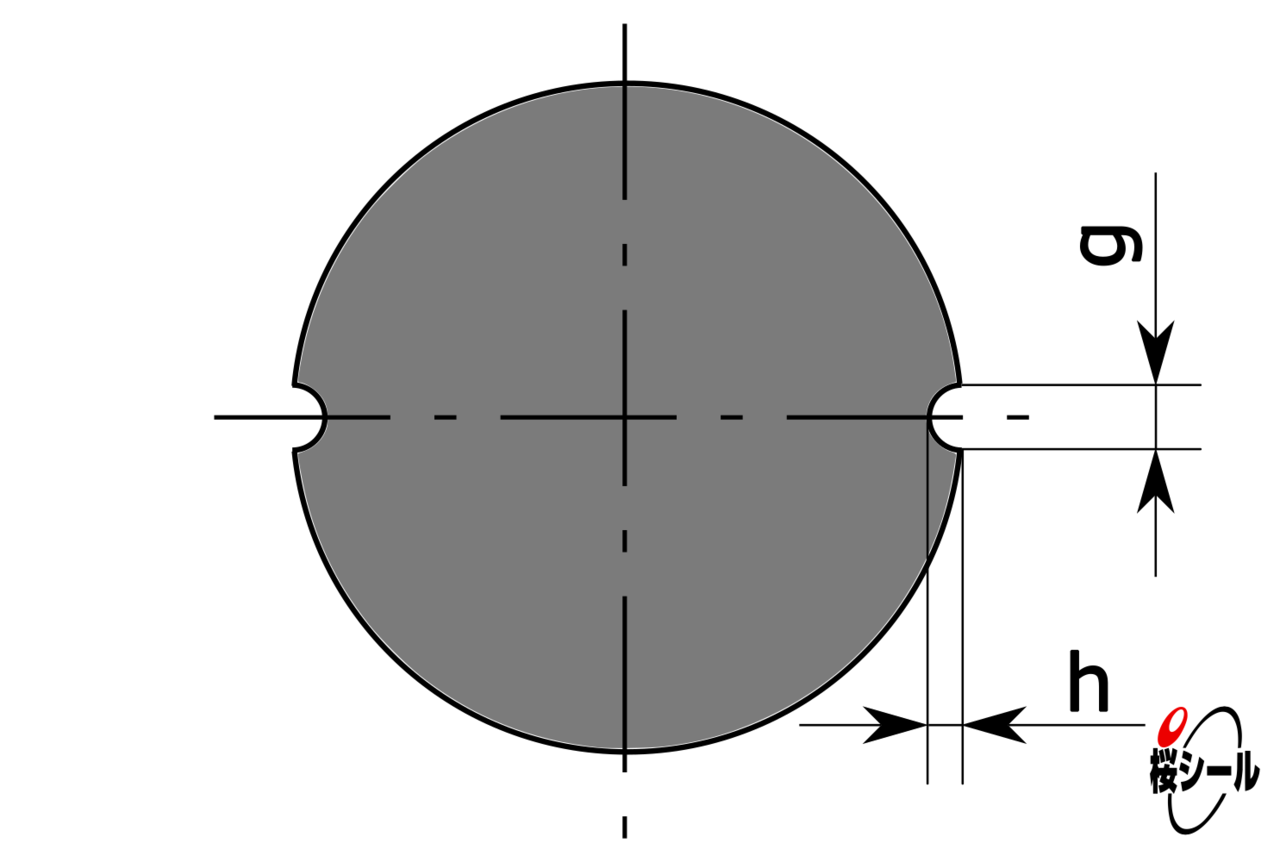 |
||||||||
| N | g | 0.18 | 0.27 | 0.36 | 0.53 | 0.70 | ||
| h | 0.08 | 0.08 | 0.10 | 0.10 | 0.13 | |||
| S | g | 0.10 | 0.15 | 0.20 | 0.20 | 0.30 | ||
| h | 0.05 | 0.08 | 0.10 | 0.10 | 0.13 | |||
| CS | G | 不允许 | ||||||
| H | 不允许 | |||||||
| *对于所有等级,如果 O 型圈的线径(厚度)d2为0.8毫米或更小和8.4毫米或更大,则由交货和交货双方协议确定。 | ||||||||
毛边  |
||||||||
| N | f1 | 0.10 | 0.12 | 0.14 | 0.16 | 0.18 | ||
| f2 | 0.10 | 0.12 | 0.14 | 0.16 | 0.18 | |||
| a | 当毛刺部分可辨别时,毛刺不应超过0.07mm。 | |||||||
| S | f1 | 0.10 | 0.15 | 0.20 | 0.20 | 0.30 | ||
| f2 | 0.05 | 0.08 | 0.10 | 0.10 | 0.13 | |||
| a | 当毛刺部分可辨别时,毛刺不应超过0.05mm。 | |||||||
| CS | f1 | 0.07 | 0.07 | 0.10 | 0.13 | 0.13 | ||
| f2 | 0.10 | 0.10 | 0.13 | 0.13 | 0.13 | |||
| a | 不允许 | |||||||
过度加工 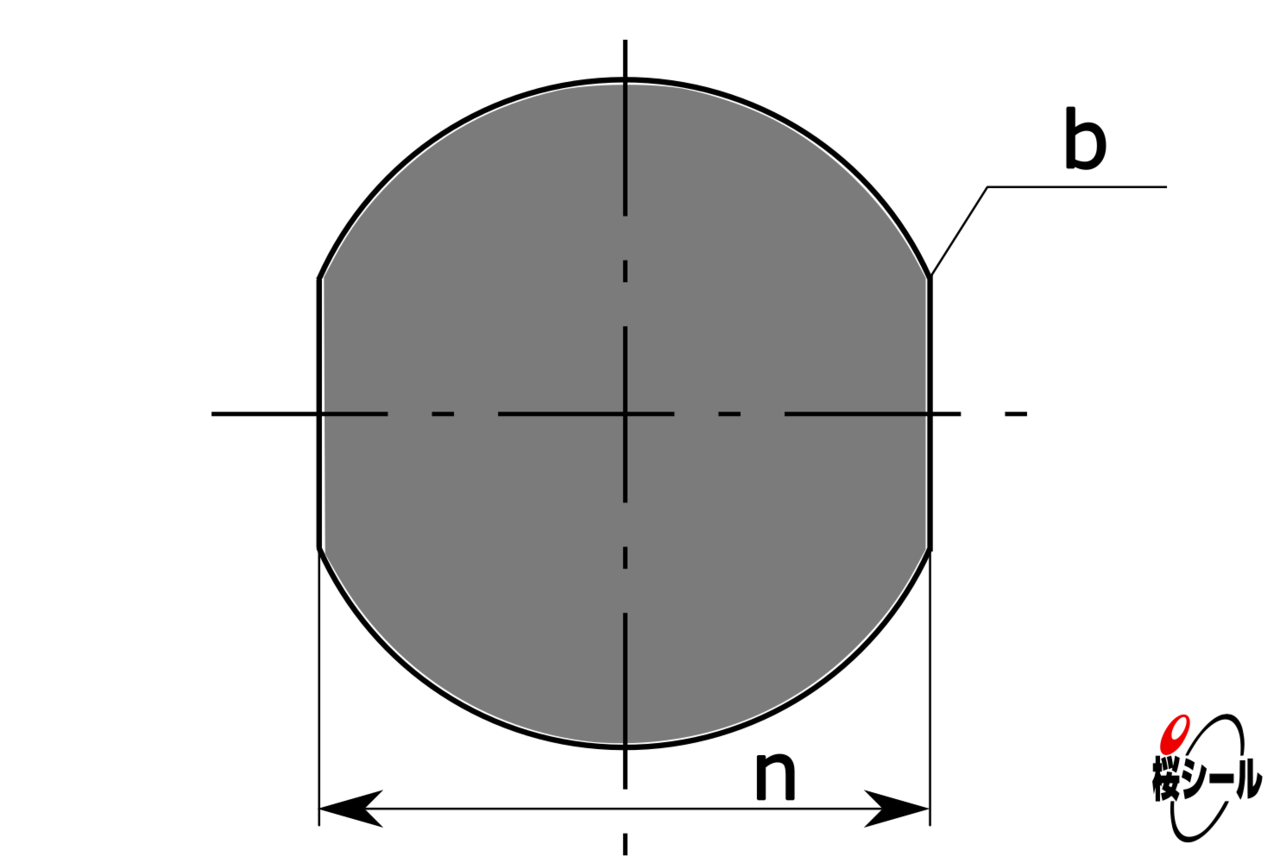 |
||||||||
| N | n | n的值大于或等于 O 型圈钢丝直径(厚度)d2的最小值时允许。 | ||||||
| b | 让边角光滑 | |||||||
| S | n | n 的值大于 O 型圈钢丝直径(厚度)d2 的最小值即可。 | ||||||
| b | 让边角光滑 | |||||||
| CS | n | n 的值大于 O 型圈钢丝直径(厚度)d2 的最小值即可。 | ||||||
| b | 让边角光滑 | |||||||
刮痕 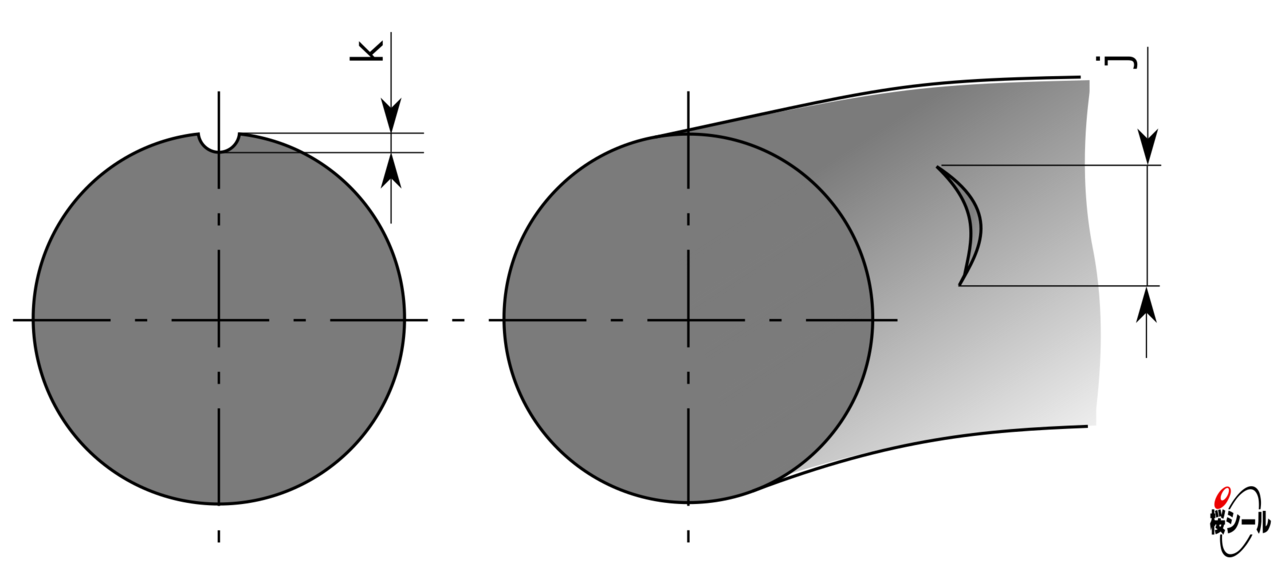 |
||||||||
| N | j | 1.50 | 1.50 | 6.50 | 6.50 | 6.50 | ||
| 上述值或 O 型圈内径的0.05倍,取较大者 | ||||||||
| k | 0.08 | 0.08 | 0.08 | 0.08 | 0.08 | |||
| S | j | 1.50 | 1.50 | 5.00 | 5.00 | 5.00 | ||
| 上述值或 O 型圈内径的0.05倍,取较大者 | ||||||||
| k | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | |||
| CS | j | 1.50 | 1.50 | 1.50 | 4.56 | 4.56 | ||
| 上述值或 O 型圈内径的0.03倍,取较大者(O 型圈内径最大为30mm) | ||||||||
| k | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | |||
凹痕和底部填充 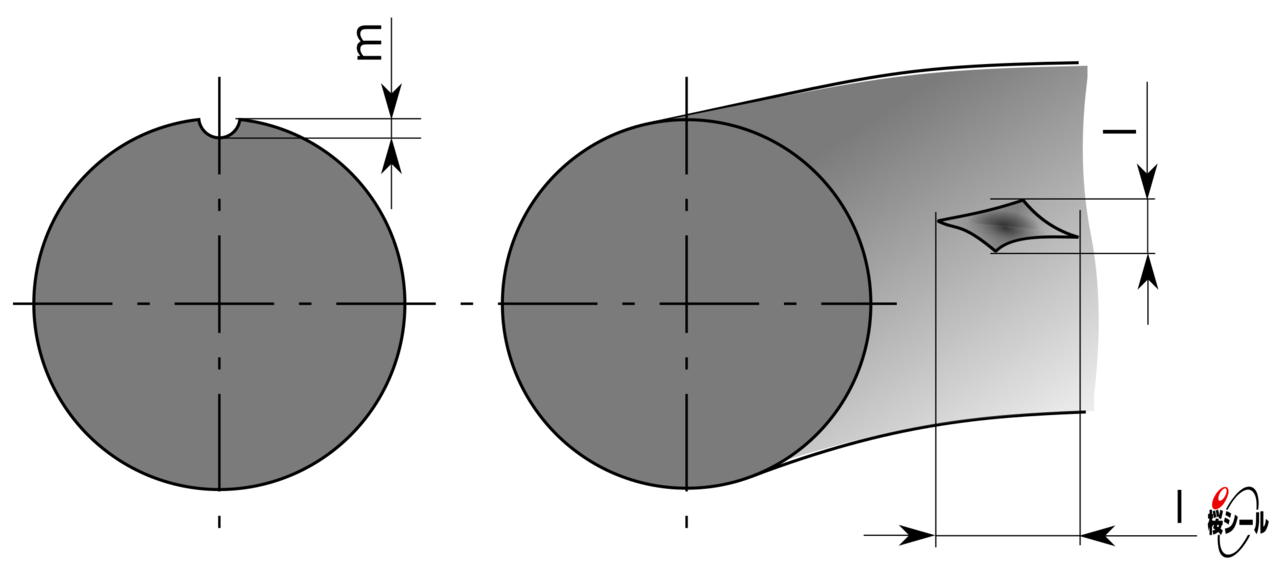 |
||||||||
| N | l | 0.60 | 0.80 | 1.00 | 1.30 | 1.70 | ||
| m | 0.08 | 0.08 | 0.10 | 0.10 | 0.13 | |||
| S | l | 0.15 | 0.25 | 0.40 | 0.63 | 1.00 | ||
| m | 0.08 | 0.08 | 0.10 | 0.10 | 0.13 | |||
| CS | l | 0.08 | 0.13 | 0.18 | 0.25 | 0.38 | ||
| l※ | 0.13 | 0.25 | 0.38 | 0.51 | 0.76 | |||
| *只有由模具转移引起的凹痕才受此最大允许限制的约束。若因模具转移而对凹痕的判断存在差异,则以交货与交货双方的协议为准。 | ||||||||
| m | 0.08 | 0.08 | 0.10 | 0.10 | 0.13 | |||
错位,偏差,不一致 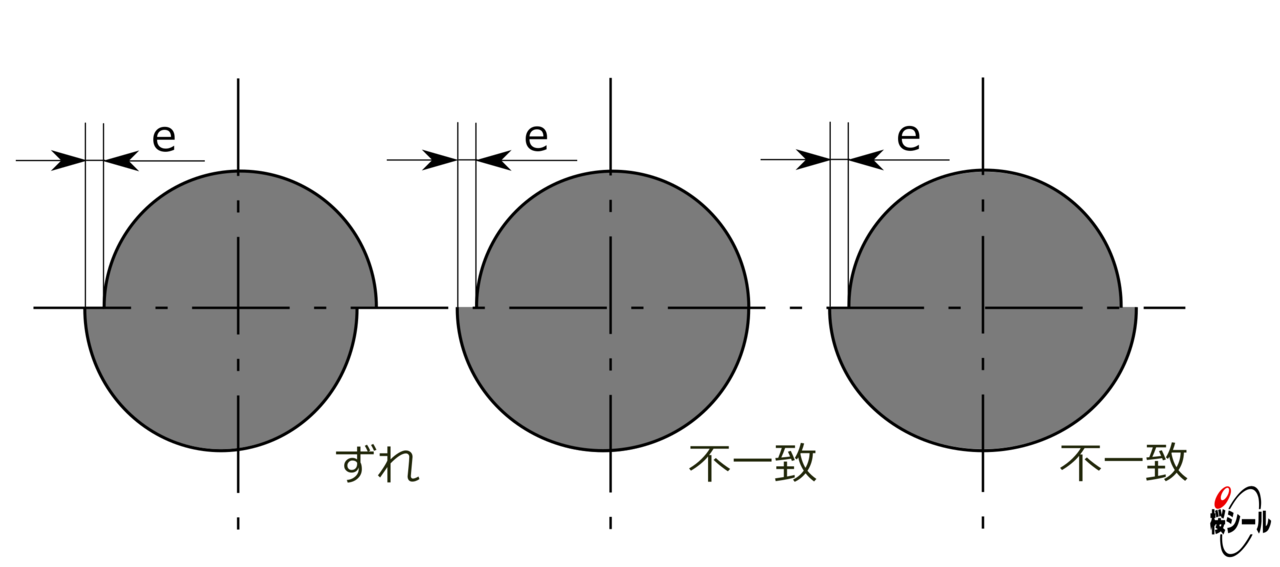 |
||||||||
| N | e | 0.08 | 0.10 | 0.13 | 0.15 | 0.15 | ||
| S | e | 0.08 | 0.08 | 0.10 | 0.12 | 0.13 | ||
| CS | e | 0.04 | 0.04 | 0.06 | 0.06 | 0.08 | ||